Your project's success depends on the right enclosure, but navigating suppliers, materials, and processes is overwhelming. A single wrong choice can lead to costly delays and product failures.
This guide is your complete playbook. It covers vetting suppliers1, efficient prototyping2, smart customization, and navigating the entire manufacturing and logistics process. It’s built to give you the confidence to launch reliable products quickly and affordably.
 The Ultimate B2B Guide to Aluminum Enclosures
The Ultimate B2B Guide to Aluminum Enclosures
As someone who has spent over a decade in the aluminum enclosure3 industry, I've seen it all. I've worked with engineers like you who are brilliant at designing electronics but find the world of manufacturing to be complex and frustrating. This guide is my way of giving back. I want to demystify the process and share the hard-won insights I've gained. Think of this as a direct conversation between you and me, designed to help you avoid common mistakes and find a true manufacturing partner4 who will help you succeed. Let's walk through it step-by-step.
How do you vet the right supplier?
You need a reliable partner, but every website looks the same. Choosing the wrong supplier leads to missed deadlines, poor quality, and endless frustration, putting your project at risk.
Evaluate their technical feedback (DFM)5, verify they have integrated in-house manufacturing6, and test their communication responsiveness. A true partner improves your design and controls the entire process, from raw material to final product.
 Vetting a supplier with DFM feedback
Vetting a supplier with DFM feedback
The first sign of a great supplier is that they act like an extension of your engineering team. When you send an RFQ, do they just send a price, or do they provide a Design for Manufacturability (DFM) review? This free engineering consultation is priceless. It shows they care about making your product successful, not just winning an order. Second, ask them directly: "Do you anodize and silk-screen in-house?" A supplier who controls the entire process under one roof, like we do at PUMAYCASE, eliminates the blame game between subcontractors. This integration is the secret to consistent quality and reliable lead times. Finally, test their communication. An email answered in three days by a salesperson is a red flag. You want a clear, technical answer from an engineer within 24 hours. Their responsiveness at the start is the best predictor of the support you'll get later.
How do you request prototypes efficiently?
You need a physical sample fast, but the RFQ process is slow. The back-and-forth emails asking for missing information can delay your prototype by weeks, stalling critical validation tests.
Submit a complete RFQ package: a 3D STEP file for machining7, a 2D PDF drawing with tolerances8 and thread specs, and clear notes on material, finish (e.g., black anodize), and graphics. This clarity eliminates questions and delays.
![]() An efficient prototype request package
An efficient prototype request package
Think of your RFQ package as a complete instruction manual for your part. The more complete it is, the faster we can build. The 3D STEP file is the master, defining the shape for our CNC machines. The 2D PDF drawing is where you add the critical details that a 3D model can't show, like specific tolerances on mounting holes or the type of thread you need (e.g., M3x0.5). Finally, don't leave aesthetics to chance. Specify the exact material (e.g., AL6063-T5), the surface finish (e.g., "matte black anodize"), and provide vector artwork for any logos or text. When we receive a complete package like this, we can move directly to quoting and DFM feedback, often within the same day. This eliminates the week of emails just trying to clarify basic information. It’s the fastest way to get a high-quality physical part into your hands.
How do you design-for-manufacture customization?
You need custom features9 but fear that every change will skyrocket the cost. You feel stuck between a generic, off-the-shelf box and a budget-breaking fully custom design.
Focus customization on the flat front and rear panels for I/O and branding. Use a standard extruded enclosure body10. This hybrid approach gives you maximum functional and visual impact for the lowest possible cost.
 Design for manufacture customization
Design for manufacture customization
This is the smartest way to customize. I call it the 80/20 rule of enclosures. 80% of the value comes from customizing just 20% of the part—the front and rear panels. These are flat plates that are very inexpensive to machine on a CNC router. We can put any hole pattern you need on them quickly and affordably. The main body of the enclosure, however, is typically an aluminum extrusion. The die used to create a new extrusion profile is very expensive. By using one of our standard, pre-existing extrusion profiles, you completely avoid that tooling cost and long lead time. This modular system—a standard body with custom end plates—is the foundation of how PUMAYCASE delivers rapid customization for small-batch runs. It gives you the tailored fit you need without the massive expense of a fully bespoke design, keeping your project on budget and on time.
Your product needs to survive in harsh environments, but IP and IK ratings11 are confusing. Choosing the wrong level of protection can lead to field failures and damage your company's reputation.
IP (Ingress Protection) ratings12 measure sealing against dust and water (e.g., IP67 is dust-tight and submersible). IK ratings measure impact resistance. For industrial use, aim for at least IP65 and understand your specific impact risk.
![]() Navigating enclosure certifications and ratings
Navigating enclosure certifications and ratings
Let's break these down simply. The first digit in an IP rating is for solids (like dust), where 6 is the highest (dust-tight). The second digit is for liquids, where 5 means protected against jets of water, 7 means it can be submerged up to 1 meter for 30 minutes, and 8 means continuous submersion. For an industrial instrument, IP65 is a common baseline. For anything that might be temporarily underwater, you need IP67. We design many of our standard enclosures to meet these ratings and can provide the validation reports, saving our clients the time and expense of doing the testing themselves. IK ratings (e.g., IK08) tell you how much impact energy the enclosure can withstand. While less common than IP ratings, it's critical for equipment in high-traffic areas or subject to vibration and shock. Always match the rating to the real-world environment your product will face.
How do you negotiate pricing in volatile markets?
Aluminum prices are constantly changing, making it impossible to budget. You're worried that the price you're quoted today will be completely different by the time you're ready to order.
Shift the conversation from price to value. A reliable partner who provides DFM feedback and meets deadlines saves you more money than a cheap supplier who causes delays. For stability, discuss blanket orders or long-term contracts.
 “Negotiating enclosure pricing in volatile markets”
“Negotiating enclosure pricing in volatile markets”
In a market where raw material costs fluctuate, chasing the lowest price is a losing game. The cheapest supplier is often the first to cut corners on quality or demand a price increase mid-project. A better strategy is to focus on total cost of ownership. The DFM feedback we provide might add a few dollars to the upfront cost of a prototype, but it could save you thousands by preventing a production flaw. A reliable lead time means you can meet your customers' orders and generate revenue. To manage price volatility directly, talk to your supplier about blanket purchase orders. This means you commit to a certain quantity over a period (e.g., 1,000 units over a year), and the supplier can buy the raw material in advance, locking in the price for you. This creates a win-win: you get price stability, and they get predictable business.
How do you balance payment terms & cash flow?
Suppliers are asking for 100% payment upfront, which ties up your cash flow. You need a partner who understands the financial realities of product development and is willing to share the risk.
A standard, fair payment term for custom manufacturing is 50% upfront to cover materials and 50% upon completion, before shipping. As trust builds over multiple successful projects, you can often negotiate more flexible net terms.
 “Balancing payment terms and cash flow”
“Balancing payment terms and cash flow”
Payment terms are built on trust. For a new relationship, a 50% deposit is a reasonable request from the manufacturer. It shows you are a serious buyer and it allows them to purchase the specific raw materials and allocate machine time for your project without taking on all the financial risk themselves. The final 50% payment is typically due after you have received photos or a report showing the completed, quality-checked parts, but before they are shipped. This gives you security that the work has been done correctly. After you have completed a few orders successfully and built a strong history, that's the time to open a conversation about different terms, such as Net 30. A good partner is willing to grow with you. They understand that as your business scales, your cash flow needs will change, and they will be willing to adapt the terms to support a long-term, successful relationship.
How do you pick the optimal alloy?
You see different aluminum alloys offered, like 6061 and 6063, but you're not sure what the difference is. Choosing the wrong alloy can compromise the strength or finish of your product.
Use 6063 for extruded profiles; it provides the best surface finish for high-quality anodizing. Use 6061 for machined plates when you need higher strength and durability. For most electronic enclosures, 6063 is the ideal choice.
 “Picking the optimal aluminum alloy”
“Picking the optimal aluminum alloy”
This is one of the most common questions I get. While there are many aluminum alloys, for electronic enclosures, you really only need to know two:
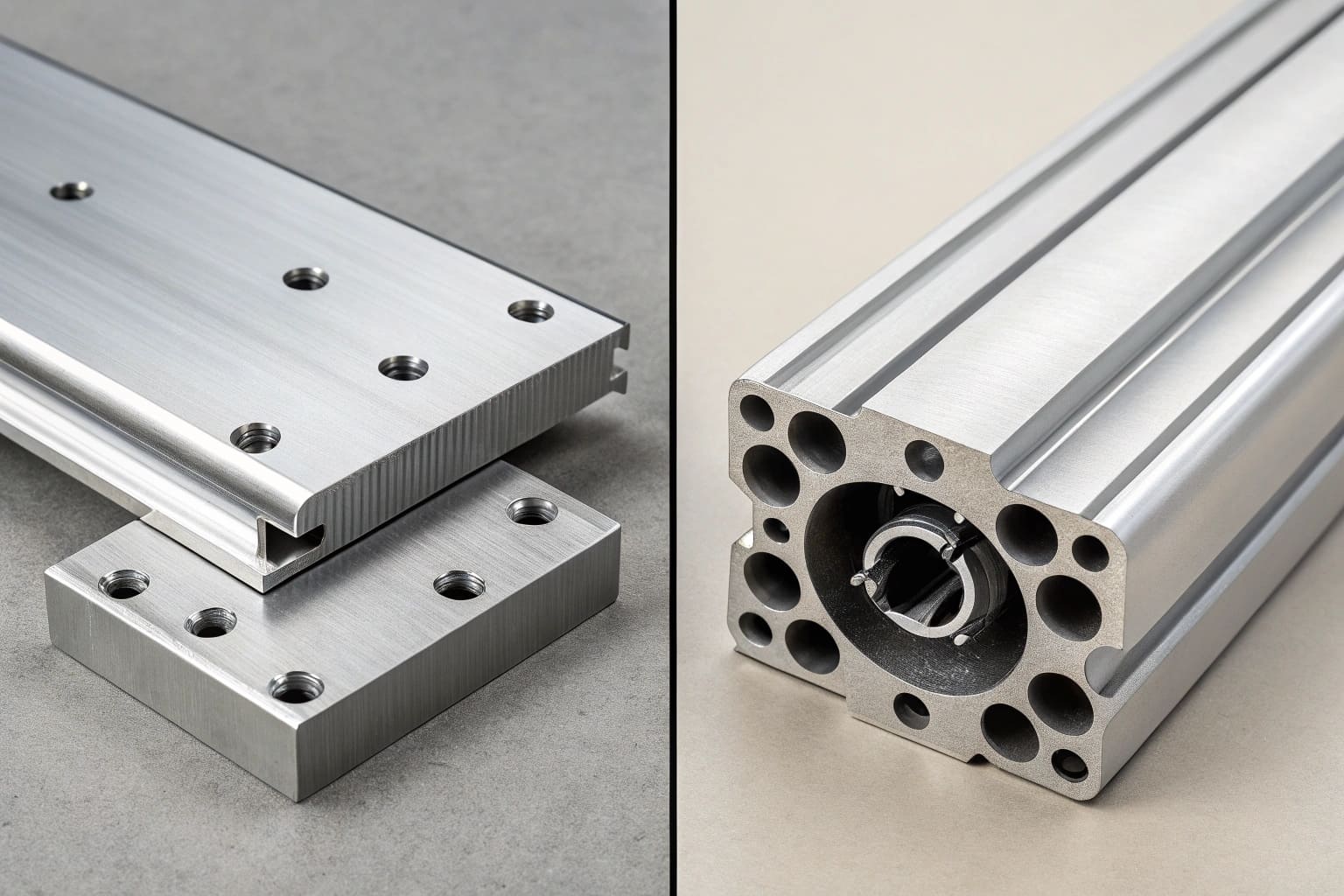
- 6063 ("Architectural Aluminum"): This is the king of extrusions. It flows smoothly through the extrusion die, resulting in complex shapes with a very smooth, clean surface. This beautiful surface is the perfect canvas for anodizing, leading to a consistent and attractive finish. It has good strength for most enclosure applications.
- 6061 ("Structural Aluminum"): This alloy has more magnesium and silicon, making it significantly stronger and more durable than 6063. It's the workhorse for flat plates that need to be machined, especially if they are structural or need to withstand impact. However, its surface finish after extrusion is not as nice as 6063.
For the classic enclosure design—an extruded body with flat end plates—the best combination is a 6063 body and 6061 panels.
How do you understand the production workflow?
You send off a purchase order and then wait in the dark for weeks. Not knowing the status of your order creates anxiety and makes it impossible to plan your own assembly schedule.
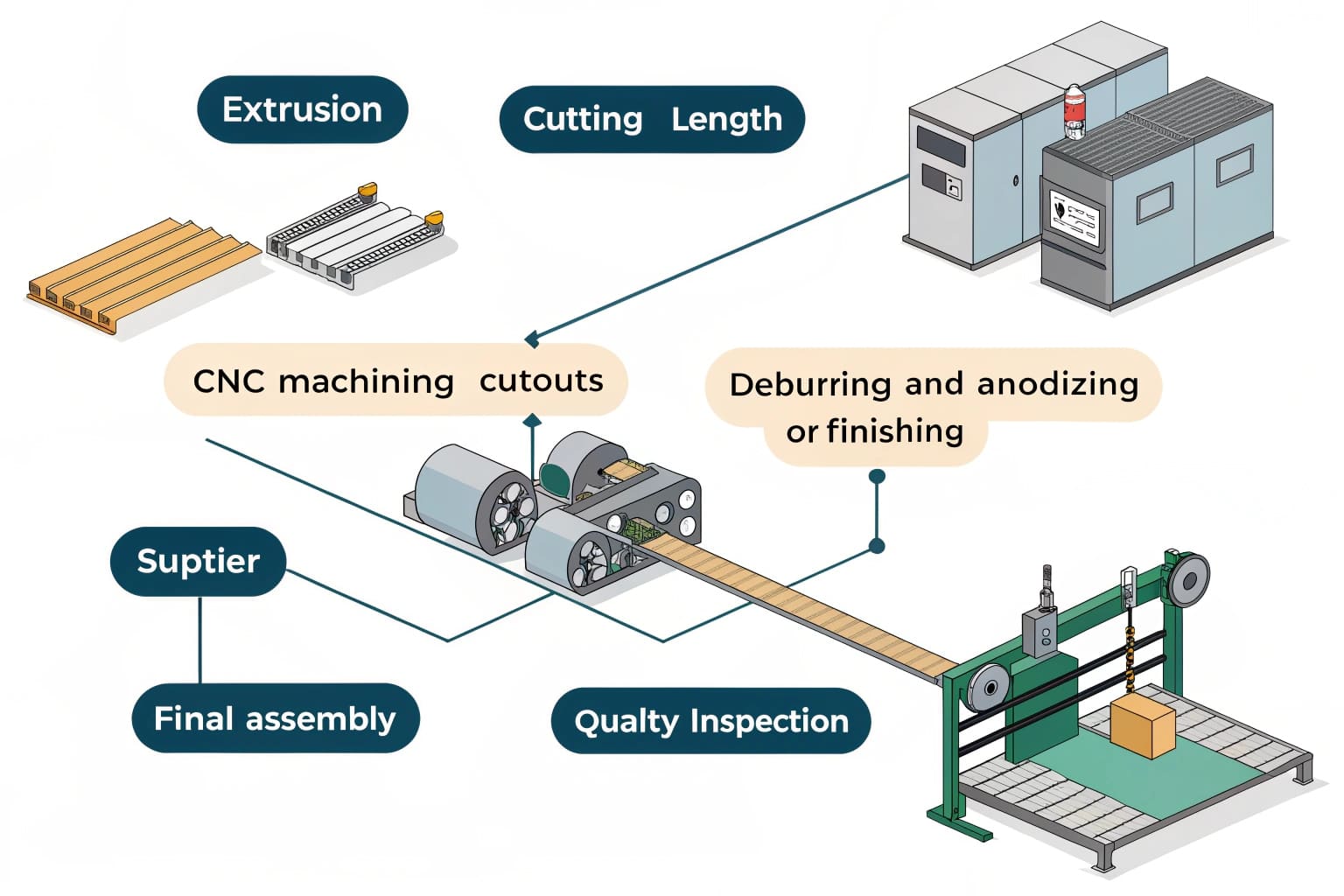
A typical workflow is: Extrusion -> Cutting to Length -> CNC Machining (for cutouts) -> Deburring & Surface Prep -> Anodizing/Finishing -> Silk-Screening/Printing -> Final Assembly & Quality Inspection. A good supplier provides updates at key milestones.
 Understanding the enclosure production workflow
Understanding the enclosure production workflow
Let me pull back the curtain on how your enclosure is born. It starts as a long, 10-foot aluminum billet. This is heated and pushed through an extrusion die to create the profile shape. We then cut that long profile to the exact length of your enclosure. Next, it goes to the CNC machining center, where high-speed tools cut all your custom holes and features with incredible precision. After machining, the parts are deburred by hand to remove any sharp edges, and then they go through a series of chemical tanks to prepare the surface for finishing. Then comes the anodizing process, where the part gets its color and durable, protective layer. After that, it moves to the printing department for silk-screening your logo. Finally, it's all assembled, undergoes a final quality inspection against your 2D drawing, and is carefully packaged. Understanding these steps helps you ask better questions and know where your project is at any given time.
How do you master anodizing consistency?
You order a batch of enclosures and the color varies from light gray to dark black. This inconsistency makes your final product look cheap and unprofessional, hurting your brand image.
Anodizing consistency13 comes from strict process control14: exact time in the tank, precise chemical composition, and consistent temperature. This is only achievable in an integrated, in-house finishing line where the same process is repeated daily.
 “Mastering anodizing consistency”
“Mastering anodizing consistency”
Anodizing is more of an art than a science, which makes consistency a real challenge. The final color is affected by the alloy itself, the temperature of the chemical bath, the electrical current applied, and the exact amount of time the part spends in the tank. Even a few seconds of variation can change the shade. This is why outsourcing your anodizing is so risky. A third-party finishing shop handles jobs for hundreds of different clients. Your small batch of parts might be processed with completely different parameters than your last batch. The only way to achieve true consistency is to have your own dedicated, in-house anodizing line. At PUMAYCASE, because we run the same black anodizing process for our enclosures every single day, we have dialed in our chemistry and timing perfectly. This process control is how we guarantee that the enclosure you receive in June will be the exact same color as the one you ordered in January.
How do you insure high-value shipments?
Your large production order is worth thousands of dollars. The thought of it getting lost or damaged in transit, with no recourse, is a risk you can't afford to take.
Always opt for shipping insurance on high-value orders. It's a small percentage of the total cost and provides complete peace of mind. A good supplier will handle the paperwork and roll the cost transparently into your shipping quote.
![]() “Insuring high-value shipments”
“Insuring high-value shipments”
For a small prototype order, standard carrier liability might be enough. But when you move to a production run worth thousands or tens of thousands of dollars, shipping insurance is not optional—it's essential. International shipping is incredibly reliable, but accidents can happen. A pallet can be dropped, a truck can be in an accident, or a container can be lost at sea. Shipping insurance is your financial safety net. It typically costs a small fraction of the goods' value, and it covers you for the full replacement cost if the worst happens. When we ship a large order for a client, we always provide a quote that includes full insurance. We handle all the declaration paperwork with the carrier. It's a simple step that removes a huge amount of financial risk from your project and allows both of us to sleep better at night while your valuable products are in transit.
How do you choose the best shipping mode?
You need to ship 500 enclosures, but you're not sure if you should use air or sea freight. Making the wrong choice can mean either paying way too much or waiting way too long.
Use air freight (e.g., DHL, FedEx) for speed, perfect for urgent prototypes and small batches. Use sea freight for bulk orders (typically over 200 kg) where cost is more important than speed. It's much cheaper but takes several weeks longer.
 “Choosing the best shipping mode”)
“Choosing the best shipping mode”)
Choosing between air and sea is a simple trade-off between time and money.
Air Freight: This is your express option. Carriers like DHL, FedEx, and UPS are incredibly fast, often delivering from our factory in China to a desk in the US or Europe in 3-5 days. It's perfect for getting prototypes into an engineer's hands quickly. However, you pay a premium for this speed. It is priced based on weight, so it becomes very expensive for heavy, large-volume shipments.
Sea Freight: This is your economy option. For large, heavy production orders, sea freight is dramatically cheaper than air freight. The trade-off is time. A typical sea shipment can take 30-45 days to cross the ocean and clear customs.
My advice is always the same: use air for anything time-sensitive or lightweight. Once your order gets heavy enough that the cost savings are significant and you can plan for the longer lead time, switch to sea freight.
How do you engineer ISTA-ready packaging?
Your enclosures arrive with dents and scratches from rough handling during shipping. This damage is frustrating, costly, and delays your ability to assemble and ship your final product.
A good supplier uses ISTA-standard packaging. This means using double-walled cardboard, custom-cut foam inserts to prevent movement, and protecting finished surfaces with film. Robust packaging is the final step of quality control.
“Engineering ISTA-ready packaging”
I consider packaging to be part of the product. An enclosure can be perfectly manufactured, but if it's damaged during its 5,000-mile journey, we have failed. That's why we don't just throw parts in a box with some bubble wrap. We follow principles from ISTA (International Safe Transit Association). This means we use strong, double-walled cardboard boxes. Crucially, inside the box, each enclosure is wrapped in a protective film to prevent scratches on the anodized surface. Then, the parts are nested in custom-cut, high-density EPE foam inserts. This foam is precisely cut to the shape of the enclosure, holding it snugly in place so it cannot shift or bang against other parts during transit. This investment in proper packaging is non-negotiable for us. It prevents the vast majority of shipping damage and ensures that the perfect part we made is the perfect part you receive.
How do you generate leads with technical content?
As an engineer, you're constantly searching for reliable technical information. You trust sources that teach you something valuable, not just ones that try to sell you something.
(This is a meta-section for me, Jessie) I believe the best way to earn your trust and business is to empower you with knowledge. By sharing my expertise through guides like this, I help you succeed, building a relationship based on value, not just transactions.
 “Generating leads with technical content”
“Generating leads with technical content”
This is a bit of a look behind the curtain, but I think it's important. You might wonder why I spend time writing these long articles instead of just running advertisements. It's because our mission at PUMAYCASE is to empower engineers and innovators. I remember what it was like trying to find clear answers to manufacturing questions early in my career. It was hard. My goal is to be the resource I wish I had back then. By creating useful, practical content that helps you do your job better—whether you buy from me or not—I am building a brand that is based on expertise and trust. My hope is that when you do have a project that is a perfect fit for our capabilities, you'll remember PUMAYCASE as the company that helped you solve a problem. It's a long-term strategy that replaces a sales pitch with genuine partnership.
How do you handle claims with an 8D mindset?
A problem occurs with your order, and you dread a long, painful claims process. Arguing with a supplier over who is at fault wastes time and destroys the relationship.
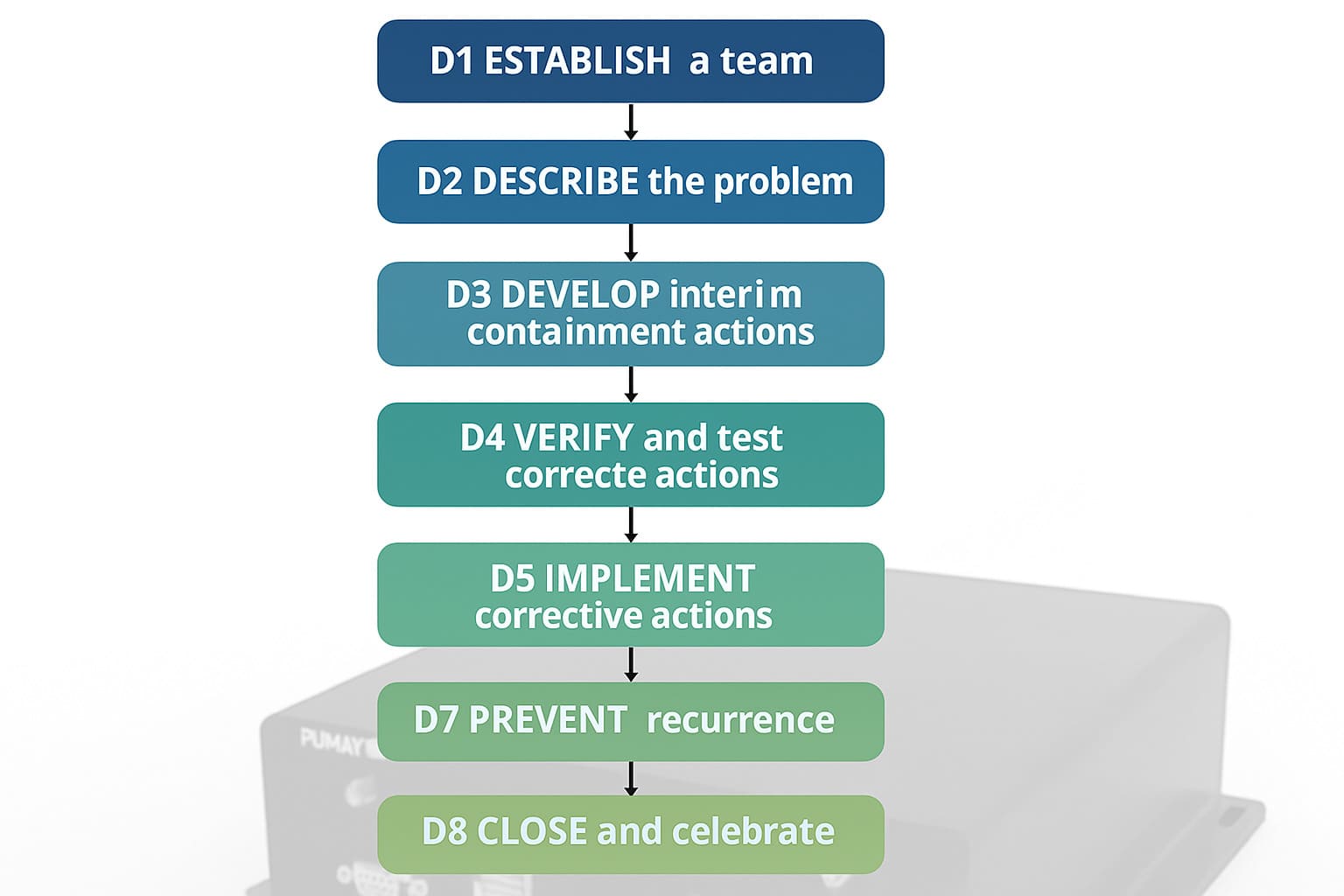
Adopt an 8D mindset: Document the problem with clear photos, and expect your supplier to immediately contain the issue by offering a no-argument remake. A good partner focuses on solving the problem, not placing blame.
 “Handling claims with an 8D mindset”)
“Handling claims with an 8D mindset”)
8D is a problem-solving methodology from the automotive industry, but you only need to know its core spirit. When something goes wrong, the process should be about solutions, not blame. If you receive a damaged or defective part, the first step is to document it clearly with photos. The second step, and the most important one from your perspective, is containment. A good supplier's immediate response should be: "Thank you for the clear photos. We are starting a remake for you right away via express shipping at our cost." This contains the problem by solving your immediate need. The other steps involve us, your supplier, doing a root cause analysis to ensure it never happens again. For you, the customer, the experience should be simple: you report a problem, and a solution is already on its way. This is our absolute policy at PUMAYCASE.
How do you clear customs like a pro?
Your shipment is stuck at the border because of a paperwork error. These customs delays are unpredictable and can hold up your entire production schedule for days or even weeks.
Ensure your supplier uses the correct HS Code (Harmonized System code) for your product and that the commercial invoice value is accurate. A professional supplier manages this documentation perfectly to ensure a smooth customs clearance.
 “Clearing customs like a pro”)
“Clearing customs like a pro”)
Customs clearance seems like a mysterious black box, but it all comes down to correct paperwork. Every product shipped internationally needs a Harmonized System (HS) code. This 6- to 10-digit number tells customs officers around the world exactly what the product is. An aluminum enclosure has a specific code. Using the wrong code is a major red flag and will trigger an inspection and delay. The second key document is the commercial invoice, which must list the seller, the buyer, the HS code, the quantity, and the true value of the goods. Under-declaring the value to try and save on import duties is illegal and a surefire way to get your shipment seized. A professional supplier, especially one who ships internationally every day, knows these rules inside and out. We handle this documentation meticulously so that when your shipment arrives at the border, it sails right through without any issues.
Conclusion
This guide provides the framework for a successful partnership. By focusing on clear communication, smart design, and a transparent process, you can get the exact enclosure you need, on time and on budget.
Understanding how to vet suppliers effectively can save you time and money, ensuring you choose the right partners for your project. ↩
Exploring efficient prototyping methods can significantly speed up your development process and enhance product quality. ↩
Explore this link to understand how aluminum enclosures can enhance your product's durability and performance. ↩
This resource will guide you in selecting a manufacturing partner that aligns with your goals and needs. ↩
Understanding DFM can enhance your product design process and ensure better collaboration with suppliers. ↩
Exploring in-house manufacturing can reveal advantages like quality control and faster turnaround times, crucial for project success. ↩
Understanding 3D STEP files is crucial for effective machining processes, ensuring precision and efficiency. ↩
A comprehensive guide on 2D PDF drawings helps avoid errors in manufacturing, ensuring quality and adherence to specifications. ↩
Exploring this resource will help you understand how custom features can enhance your product without breaking the bank. ↩
This link will provide insights into the cost-effectiveness and benefits of using extruded enclosure bodies in design. ↩
Exploring IK ratings helps you assess impact resistance, ensuring your product can withstand tough conditions. ↩
Understanding IP ratings is crucial for ensuring your product's durability and reliability in harsh environments. ↩
Understanding anodizing consistency is crucial for ensuring high-quality finishes in manufacturing processes. ↩
Exploring strict process control can reveal best practices that enhance product quality and operational efficiency. ↩